0546-2520692

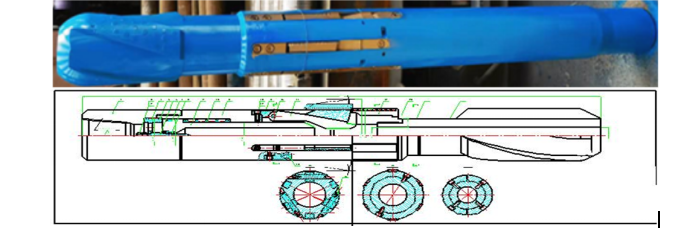
该系列工具主要是由上接头、调压总成、活塞总成、弹簧、本体、刀片总成、限位扶正套、下扶正节等部件组成。
二、段铣工具结构及工作原理
其工作原理是:当套管段铣器下放到预定位置时,先启动转盘后开泵。此时泥浆流经活塞上的喷嘴产生压力降。压力推动活塞下行从而活塞杆推动六个刀片外张,刀片给套管壁一个横向力进而切割套管。当套管切断后,刀片逐渐外张最后达到最大限定位置,此时可加压进行套管段铣施工。施工完成后,先停泵待压力降消失后,活塞在复位弹簧的作用下复位,刀片靠自重和外力收回到刀槽内。然后停转盘,可进行起钻作业。
三、工具的主要技术参数及特点
其技术特点是:
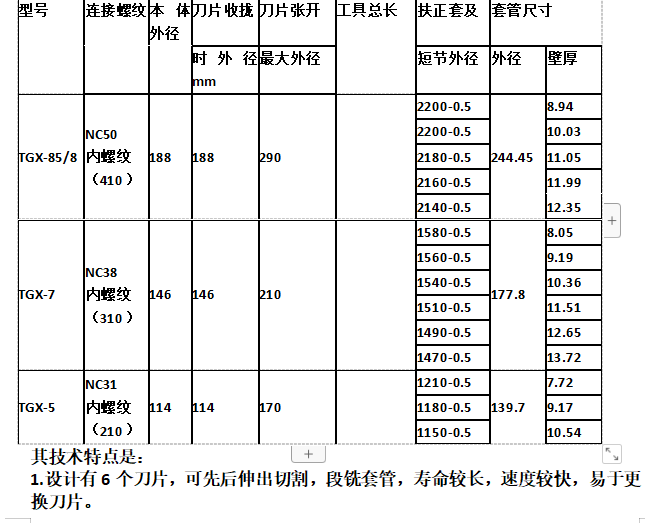
1.设计有6个刀片,可先后伸出切割,段铣套管,寿命较长,速度较快,易于更换刀片。
2.采用水力活塞结构,可靠性高。
3.设计有调压杆,易于判断套管是否切断,当套管被割断后,刀片张到最大位置,泄流面积达到最大,泵压明显下降。
5.刀片采用不同形状的硬质合金切削元件,具有自动断落和自锐功能。
4.设计有限位扶正套和下扶正短节,保证工作状态平稳,能有效地延长刀片使用寿命,正确引导工具下行,提高段铣速度。
6.该工具必须有合理的钻具组合和良好的泥浆性能与之配合,可更好到发挥其效果。
7.该工具具有划眼机构。
8.我们总结、制定、实施了一整套针对“出现刀片收不回倒划眼、工具遇阻预卡等复杂情况处理”的非常成熟的技术措施 。
四、割铣套管工艺
套管割铣器的操作使用方法直接影响到它的寿命和切削速度。通过几十口井的现场应用,我们已经探索出了一套可行的施工工艺措施 :
1、割铣前的准备工作
<1>段铣井段的选择:
a、在钻井工艺和设计允许的条件下,尽可能地选择水泥封固比较好的井段,以确保下部套管不松动,上部套管不倒扣脱落,以及能够使上、下窗口保持一致、不错位。
b、上窗口位置应选在离套管接箍5米的地方,尽可能的避开套管扶正器。
c、开窗井段以下要留有30米以上的口袋,以容纳落井铁
屑,要有利于井下复杂情况的处理。
<2> 合理配置泥浆性能,泥浆粘度应大于80s(马氏漏
斗),切力18-25,最好采用正电胶结构钻井液,
以保证尽可能多的将铁屑携带出来,整个施工过程
要保持泥浆性能稳定,若钻遇水、盐水层,要及时
抑制泥浆性能恶化。
<3> 必须使用配套的通径规通井,通井到开窗井段以下
30米,把井内原浆替出换成新的钻井液
<4>钻具组合
a、在段铣工具的上部应接足够长度的钻挺,以满足加压的要求。
b、钻挺上应接相应的螺旋扶正器,其位置可根据开窗段长度选择18m或27m扶正器,在斜井段进行段铣开窗作业更为重要,其目的一是起稳定作用,二是有利于处理铁屑等复杂情况。
〈6〉下钻过程中,操作要平稳,控制好下放速度,中途严禁开泵,以防止刀片突然松开在套管接箍处受阻,一是造成大钩倒吊等地面事故,二是损坏刀片、刀尖。
〈7〉工具下井前必须认真检查,必须在井口进行试压确保刀片伸缩自如。下井时用铁丝、胶布将刀片捆住,使工具缓慢进入井口。
2、切割套管
将工具下到预定井深后,压住刹把,固定不动(此时不再下放钻具)先缓慢启动转盘待转动正常后再开泵,
参数见下表
工具型号 | 工艺过程 | 参数 | ||
钻压KN | 转速r/min | 排量L/S | ||
TGX-5 | 切割 | 0 | 50~60 | 8 |
段铣 | 10~25 | 90~120 | 10~12 | |
TGX-7 | 切割 | 0 | 50~60 | 11 |
段铣 | 10~30 | 90~120 | 18~20 | |
TGX-85/8 | 切割 | 0 | 50~60 | 12 |
段铣 | 10~30 | 80~100 | 25~30 | |
当套管被完全切断,六个刀片完全张开,此时泵压将有明显下降,整个切断过程一般需要15~45分钟,切断套管后,再旋转工具10分钟以上,以修整切割断面,然后可进行坐压实验,若能加上20~30KN的钻压,证明切割成功,可以加压进行段铣作业。有时切断位置因计算误差可能正好在套管接箍上,这时可适当增加切断时间。
特别注意:目录需增项套管开窗导斜器,位置应仅次于螺杆钻具,
图片配置导斜器也要仅次于螺杆钻具。